A combined dosing and horizontal feeding unit is used to add the agent. for good control of the foaming process, the melt temperature should be between 175C-180C.
The Extrusion Line
This line normally containes two Extruders. A Main-Extruder is used tp produce the middle foam core layer and a Co-Extruder to produce the inner and outer skin layers.Standard Twin Screw configuration are used with internal temerature control. The main extruder is static, being anchored to the shop floor with the feed block being operated with one co-extruder, movable in the direction of the extrusion. This is cost effective and operationally easy. The thickness of the inner and outer layers in relation to the central layer is controlled via the extruder output during the functioning of the co-extruder.
It is also possible to retro-fit extruder lines of compact PVC pipes, for the production of 3 - layer pipes.
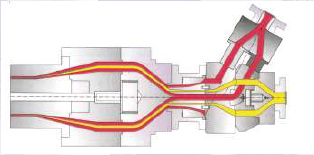
Foam Core Pipe Adapter
The sophisticated concept of the Co-extrusion adapterpermists the production of weight - reduced foam core pipes as well as pipes with a compact center layer made of low-cost reclaim. The pipes are shaped by a specially designed PVC Spider Die. the design of the adapter permits optional operation with two extruders for the compact inner and outer layer.
Better Return on Investment
The productiovitty of the foam Core pipe Line is much higher than that of a compact pipe line for simmilar dia, with same output rates. Line speed is higher, with lower production time and much lower usage of costly raw material. therefore, the additional initial cost for a foam core pipe extrusion line is quickly recovered after a short production time i.e. Better Return on Investment.
Conclusion
These 3layer foam core pipes have proven their excellent durability in rough everyday usage. This coupled with cost savings for both processors and users have ensured increasing growth rates, with promise of a lion's share of the market for non-pressure pipes.
|